内面をのぞくと、射した光が月のように輝く「月追揺杯(つくおいようはい)」。
底面がRになっており、揺れ動くフォルムも特徴的な酒器です。
今回は、この「月追揺杯」を共同制作した
小松精機工作所と松一の製造現場をレポートします!
10:00 (株)小松精機工作所本社へ

1953年の創業以来、SEIKOブランドの腕時計製作で培った精密技術を活かして、様々な精密加工を行ってきた小松精機工作所。
現在は、自動車の燃料噴射装置用のノズル加工を主な事業としています。

クルマの燃費効率を上げるため、ガソリンを噴霧するノズル穴の加工には
微細な加工技術と精度が求められます。
穴の大きさは小さいもので髪の毛(直径80マイクロメートル)ほど。
その高度な精密技術は、国産ハイブリットカーをはじめ、世界の有名ブランドカーで採用され、世界シェアの3割を占めるそうです。
SUWAプレミアム「月追揺杯(つくおいようはい)」は、小松精機が持つワールドクラスの精密加工技術を駆使し、生み出されました。
11:00 (株)小松精機工作所の製造現場へ

コバルトクロム合金 東北大学と株式会社エイワの共同開発
人工関節にも使われる、コバルトクロム合金。この素材を製造する、岩手県エイワの復興支援の意味も込めてスタートした開発プロジェクト。第一の課題は、その素材の硬さにありました。

通常、鉄などに穴を開けるドリルの刃と同じレベルの硬度を持つコバルトクロム合金。
この合金を加工するためには、特別な加工器具を用いて、
加工条件を見極めることが必要でした。
それを可能にしたのも、長年、精密加工に携わってきた
小松精機工作所の技術力があったからなのです。
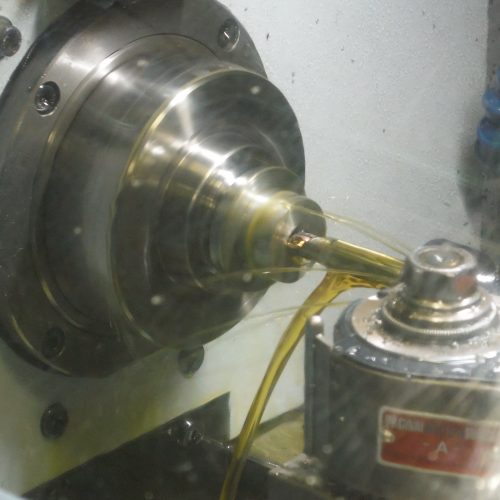
Rの違う酒器の内面加工、底面加工を行うため、
ひとつの「月追揺杯」を削り出すのに1時間はかかるそうです。
このスピードも小松精機の技術力があってこそ(他社では、数倍の時間がかかるとか)。
PCに加工のプログラムを入力して終わりではなく、「削り出しの状態を目で確認しながら、ミクロン単位の調整をしていく」という職人技には驚きです。
12:00 「月追揺杯」の削り出し完了
その硬さゆえに、加工が難しいコバルトクロム合金から生まれる「月追揺杯」。
逆にいえば、それだけ耐久性があり、体にもやさしい素材とも言えます。
削り出した後は、「月追揺杯」の魅力でもある輝きを出すため、
制作パートナーである、研磨のスペシャリスト「松一」へと運びます。
>>いよいよ完成へ!次回は「ナノレベルの研磨」の工程をレポートします!